
- La cartouche chauffante adaptée à vos besoins industriels
- Caractéristiques techniques de nos cartouches chauffantes
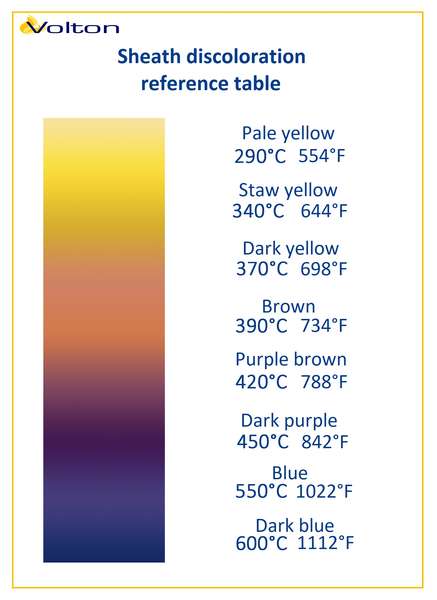
- Charte de couleurs
- Applications industrielles des cartouches chauffantes
- Modèles de cartouches disponibles
- Conseils d’installation et entretien
- Accessoires
- Fils et gaines
La cartouche chauffante adaptée à vos besoins industriels
Une cartouche chauffante est un élément chauffant cylindrique conçu pour fournir une chaleur précise, efficace et à haute température dans les applications industrielles. Le courant électrique traverse un fil résistif enroulé sur un tube de céramique isolant et inséré dans une gaine en acier inoxydable, ce qui permet de transférer la chaleur directement et de manière fiable dans des blocs métalliques, des moules ou d'autres composants industriels.
Volton, manufacturier et fournisseur de confiance de cartouches chauffantes sur mesure, propose une gamme complète d'éléments chauffants, incluant des cartouches chauffantes haute température, des cartouches chauffantes à immersion et des cartouches avec thermocouple intégré. Celles-ci peuvent être jumelées à un contrôleur de cartouche chauffante pour assurer une régulation thermique de haute précision.
Caractéristiques techniques de nos cartouches chauffantes
Nos cartouches chauffantes sur mesure offrent des performances à haute température alliées à une précision, une durabilité et une polyvalence exceptionnelles pour répondre à tous vos besoins de chauffage industriel :
- Fabrication sur mesure : Conçues en acier inoxydable 321 pour assurer un transfert thermique optimal.
- Tolérances de précision : Tolérance de diamètre standard de -0,002' à -0,006', avec option de rectification sans centre (Centerless grind) pour les applications de transfert de chaleur critiques.
- Plage de température : Fonctionne de 554 °F (290 °C) jusqu'à 1400 °F (760 °C), avec des températures plus élevées possibles selon la densité de puissance (watts).
- Intégration de thermocouple : Plusieurs de nos cartouches peuvent être équipées d'un thermocouple intégré pour une mesure de température ultra-précise.
- Flexibilité de tension et phase : De 120 V à 600 V, options monophasées ou triphasées.
- Options personnalisées : Profil de chaleur uniforme, sections froides allongées, sortie de fils à angle droit, fil de mise à la terre.
- Compatibilité : Peuvent être jumelées à un contrôleur de cartouche chauffante pour une régulation précise de la puissance.
- Certifications de sécurité : Approuvées CSA et UL pour les applications industrielles.
Charte de couleurs
Applications industrielles des cartouches chauffantes
Nos cartouches chauffantes sont idéales pour :
- Emballage et scellage : Chauffage précis et uniforme pour les équipements d'emballage industriel.
- Extrusion et injection de plastique : Chauffage efficace des moules et des filières.
- Chauffage de métaux : Chauffage fiable de masses métalliques pour diverses opérations industrielles.
- Usage industriel général : Cartouches chauffantes durables adaptées à une vaste gamme de machineries.
Modèles de cartouches disponibles
 |
Sortie à 90 degrés La sortie a été repensé en la dotant de côtés plats, ce qui permet de mieux positionner les fils sortants et qui rompt la tendance à l’oxydation lors du retrait de la cartouche dans certains environnements. |
 |
Bloc à angle droit (Right angle block) Cette sortie à 90 degrés possède des côtés plats et un matériau additionnel afin de fournir la force et la résistance requise dans des milieux hautement corrosifs (tels que le moulage sous pression ou die casting). |
 |
Bride (flange) et filets NPT Pour les applications nécessitant une profondeur d'insertion spécifique, ou lorsque les cartouches doivent être maintenues en place s’il y a vibration, Volton propose des brides standard pour la plupart des diamètres. Nous pouvons également concevoir des brides spéciales selon votre application. Des filets NPT peuvent aussi être ajoutés à vos cartouches chauffantes. |
 |
Centerless grind tolerance La tolérance standard de Volton de 0,002' se compare avantageusement aux autres cartouches chauffantes dans l’industrie. Si le transfert de chaleur est essentiel à votre application, Volton offre des tolérances de qualité supérieure qui sont de ± 0,0008'. |
Conseils d’installation et entretien
Trou et pièce chauffée :
- Percer et aléser les trous à la bonne profondeur et au diamètre nominal ou plus gros.
- La tolérance de diamètre du trou devrait être au maximum +0.004" / -0.000" (+0.10mm / -0.00mm), idéalement +0.001" / -0.000" (+0.03mm / -0.00mm).
- Toujours faire une finition alésée pour les trous percés ou moulés afin d'obtenir un contact métal-métal lisse et uniforme.
- Si le trou est usé ou déformé, lorsque possible, percer et aléser à une dimension de cartouche supérieure.
- Si le trou ne passe pas déjà au travers de la pièce, considérer l'ajout d'un trou de knockout pour un retrait facilité.
- Nettoyer le trou de toute huile, poussière, matériaux et résidus, en utilisant un dégraissant si nécessaire.
- Ne pas utiliser une vis de réglage (set screw) pour maintenir la cartouche, celle-ci se décentre et risque de surchauffer.
- La cartouche devrait être au ras du trou ou dépasser de 1/16" (1.6mm) tout au plus, ou avoir une zone froide plus grande.
- La position du trou ne devrait être ni trop près ni trop loin de la surface à chauffer, laissant une paroi d'épaisseur suffisante tout autour de la cartouche pour éviter sa surchauffe. Le matériau de la pièce devrait bien conduire la chaleur. Les choix typiques sont l'aluminium et le laiton.
- Supporter les fils d'alimentation pour éviter les efforts et mouvements excessifs, en particulier avec des pièces mobiles; une boucle dans les fils peut aussi limiter les efforts, surtout près de la sortie de la cartouche.
- Pour des cartouches dans des pièces mobiles ou vibrantes, utiliser un bloc terminal sur la pièce mobile tout en supportant les fils pour limiter ses mouvements; les dégâts se produiront aux fils d'alimentation, lesquels se remplacent facilement.
- Garder les fils de la cartouche loin de chaleur excessive et de sources d'abrasion.
- Ajouter de l'isolation où c'est possible pour limiter les pertes de chaleur et diminuer la puissance requise.
Cartouche :
- Les tolérances de diamètres doivent être compatibles : le minimum du trou plus grand que le maximum de la cartouche.
- Le diamètre extérieur d'une cartouche est légèrement sous le diamètre nominal. La tolérance du diamètre des cartouches formée sous pression est typiquement de -0.002" / +0.006" (-0.05mm / -0.15mm).
- L'option «centerless grinding» permet de diminuer ces tolérances à -0.0012" / +0.0028" (-0.03mm / -0.07mm).
- Le jeu d'une cartouche donnée dans un trou spécifique est défini par : (dia. max. du trou) moins (dia. min. de la cartouche).
- Le jeu varie habituellement de 0.001" (0.02mm) à 0.100" (2.54mm), avec une valeur typique de 0.010" (0.25mm).
- La température d'opération peut atteindre 1400°F (760°C). Des températures plus élevées limitent la densité de puissance.
- La densité de puissance maximale recommandée (watts par pouce carré) dépend de la température d'opération, des tolérances de trou et de cartouche, de l'uniformité des surfaces dans le trou, du matériel de la pièce à chauffer, etc.
- Pour les nouvelles applications, un contrôleur de puissance devrait être utilisé en essais aux conditions d'opération avec une cartouche à haute puissance. Ceci permet d'identifier la puissance optimale et de choisir une configuration de volts/watts appropriée, puisque les cartouches plus puissantes durent généralement moins longtemps.
- Les cartouches chauffantes typiques ont une section froide mesurant environ 0.25' à chaque extrémité.
- Choisir le bon scellage à la sortie des fils (céramique, silicone, époxy etc.), spécialement s'il y a risques de contamination de plastique, d'huile, d'humidité ambiante, etc. Idem pour les fils et leur gaine (fibre de verre, téflon, silicone, etc.)
- S'assurer que la gaine extérieure de la cartouche soit lisse et propre avant de l'installer.
- Si le retrait de l'élément est difficile, considérez une cartouche chauffante avec recouvrement antiadhésif. En général, la pâte thermique n'est pas la meilleure solution pour des problèmes de saisie ou de surchauffe. Elle a également des désavantages pouvant empirer la situation.
- Entreposer les cartouches dans un lieu chaud et sec, idéalement dans des sacs scellés avec déshydratant (desiccant).
Contrôle:
- La mesure de température devrait se faire entre la cartouche chauffante et la surface de travail
- Utiliser des contrôles avec SCR plutôt qu'en marche/arrêt pour limiter les pics de température et améliorer la durée de vie.
- Il est recommandé d'effectuer un démarrage progressif des cartouches chauffantes (opérer à puissance / voltage réduit pendant une courte période) pour permettre la dissipation de l'humidité absorbée par la cartouche, d'autant plus si l'entreposage avant la mise en service a duré longtemps.
Accessoires
Options
 |
Chaleur uniforme Comme les bouts sont toujours plus froids, Volton peut vous fournir des cartouches chauffantes avec plus de rubans chauffants bobinés aux extrémités. Cette option est particulièrement intéressante dans les applications nécessitant une telle précision de chauffage, par exemple, dans le domaine de l'emballage, du caoutchouc et pour le moulage par injection. |
 |
Résistance à l'humidité Pour les applications qui nécessitent un lavage de l'équipement fréquent, où l'humidité élevée est présente dans l'air ambiant ou encore, dans une machine où une huile d'usinage peut être en contact avec le produit. Volton propose des options de fabrication pour offrir une résistance à l'humidité qui convient à votre température d'opération. |
 |
Anti-grippage La construction d'une cartouche chauffante qui dure plus longtemps peut rendre son retrait plus difficile lorsque celle-ci arrive à la fin de sa vie. La main d'œuvre pour retirer les cartouches chauffantes coûte souvent plus cher en temps que la cartouche elle-même ! Le revêtement anti-seize coating est une option peu coûteuse qui peut vous sauver un temps fou ! |
 |
Knock-out tab Volton propose l'option knock-out tab pour les cartouches installées avec une ouverture à l'autre extrémité du trou, permettant ainsi au rebord de sortir à l'autre bout de l'équipement pour ainsi le frapper avec un maillet pour faciliter le retrait de la cartouche. Ces rebords sont recommandés lorsque vous installez la cartouche dans un trou bord en bord sujet à l'oxydation. |
Fils et gaines
Fils
![]() Résistent à l'humidité
Résistent à l'humidité
 |
Fibre de verre (standard) Température maximum : |
 |
Silicone Température maximum : |
 |
Silicone Cable Température maximum : |
 |
Fibre de verre (Haute température) Température maximum : |
 |
Teflon Température maximum : |
 |
Teflon Température maximum : |
Gaines
 |
Tresse inox Gaine en métal tressé. Protection flexible et solide, c'est le standard dans l'industrie. |
 |
Armature métallique (BX) Câble d'armature flexible qui offre une protection robuste pour les fils. |
 |
Fibre de verre Gaine en fibre de verre enduite de silicone. Hyper flexible, elle est idéale pour les applications où il y a beaucoup d'humidité et elle protège efficacement contre les frottements légers. |
 |
Armature métallique avec Gas proof Câble d'armature rigide et étanche qui protège de façon supérieure contre les gaz et liquides. |
Sellants
Pour le choix du scellant il y a deux critères :
- La température de l’élément chauffant (qui est supérieure à celle d’opération)
- L’environnement s’il contient des contaminants (humidité, huile, liquide...)
![]() Résistent à l'humidité
Résistent à l'humidité
 |
Céramique (standard) Température maximum : |
 |
Époxy Température maximum : |
 |
Téflon Température maximum : |
 |
Silicone HT Température maximum : |
 |
Silicone Température maximum : |


















